C型钢设备结构合理操作方便是湿法生产琉璃瓦时用来对真空螺旋挤出机挤制并切割后的粗瓦坯进行定型压制的液压压力机。可单独安装使用但需人工装坯卸坯亦可配置自动装料架和卸坯机械手与挤出机、切瓦机送坯机以及瓦托输送线等组成瓦坯生产流水线, 不需要人工进行操作。
C型钢机改进过程分四步完成:
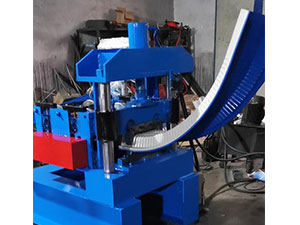
步:增加长度测量装置和飞锯,当压制长度达到设定的长度时飞锯动作,自动切断型材。
步:加一台打边孔的液压冲孔设备,一次同时冲四个孔,飞锯从中间切断,这样就形成了相邻两段C型钢的头、尾各两个边孔。
第三步:再增加一台打中孔的设备,在带钢压制过程中按用户设定的间距冲出中孔,大可以打16个中孔。
第四步:针对新型C型钢要求在型材中部打出双孔的要求,将边孔4孔冲孔模具改为2孔模具,修改打边孔的程序,使得边孔冲压设备能够在中部打出双孔,并且孔距由用户设定,大可以打8组双孔。
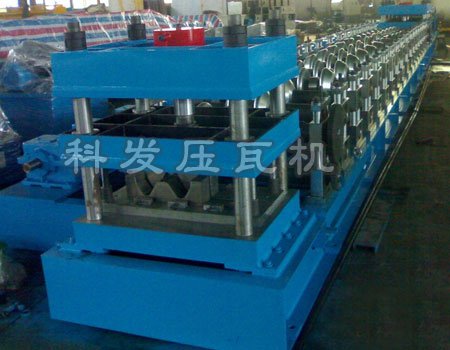
C型钢机设备(C/Z型钢机)工艺流程: 带钢从设备的尾部送入,经过各种压辊压制成C型钢从头部送出。传统工艺中,C型钢压制成型后需要人工进行定长切断,再搬运到冲孔设备按照客户要求的尺寸打孔,生产不能连续,效率不高。
C型钢机设备手工放坯,取坯工作程序:在设备使用前,要检查各处连接是否牢靠,安装螺栓、螺母是否拧紧,左右机箱内应加足润滑机油,才能通电启动机器进行试车,先空车运转仔细观察,有无震动,噪音,油窗口是否来油,各部件运动是否协调, 正常后才能安装模具,安装模具时, 切断电源,用手工搬动电动机皮带或大齿轮,使工作台转位,并使滑座上升到高点,好用一物件支撑在工作台及滑座底面之间,以座自然下落,造成事故。
|